熱門關(guān)鍵詞:
您好,歡迎來訪無錫鑫珊瑚鋼業(yè)限公司網(wǎng)站!
無錫誠信不銹鋼銷售商
誠信為本,服務(wù)至上,精進(jìn)卓越,親和共生
全國(guó)服務(wù)熱線 17156356666
您好,歡迎來訪無錫鑫珊瑚鋼業(yè)限公司網(wǎng)站!


無錫鑫珊瑚鋼業(yè)有限公司
銷售一部:0510-83771578
鄭經(jīng)理:13584181567
銷售二部:0510-83779578
鄭經(jīng)理:17156356666
銷售三部:0510-83775178
傳真:0510-83775178
地址:無錫市北環(huán)路118號(hào)
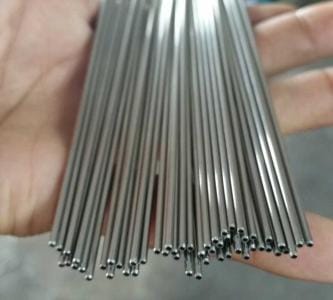
2205不銹鋼管噴嘴焊接應(yīng)注意什么? 這種焊接材料和母材在氬弧焊底部焊接過程中容易氧化的特殊材料,鐵水流動(dòng)不良焊縫成型控制不易掌握。 下面簡(jiǎn)單介紹一下。
焊材的選擇,SA2205不銹鋼焊接對(duì)應(yīng)于ER2205,這是比在正常線導(dǎo)線308的硬度更高的選定導(dǎo)線消耗品,焊絲關(guān)節(jié)保避免氧化氣體在陶瓷噴嘴屏蔽線頭上。
焊縫的組對(duì),在坡口對(duì)接焊中,焊接根部間隙我們必須進(jìn)行嚴(yán)格管理控制。以坡口對(duì)接為例,根部間隙時(shí)間控制在4毫米以內(nèi),因?yàn)閷?duì)于這類企業(yè)焊接母材材質(zhì)焊縫收縮量太大。固定口焊接結(jié)構(gòu)加固技術(shù)可以自己選擇搭點(diǎn)橋定位系統(tǒng)焊接,或者是加同種產(chǎn)品材質(zhì)的固定板連接坡口兩邊。
縫焊的角位置必須被控制當(dāng)配合間隙角,并額外良好的抗變形控制。
焊接中流量要大于一個(gè)普通中國(guó)不銹鋼進(jìn)行氣體通過流量。2205不銹鋼管接近特材的焊接技術(shù)性能,在收弧位置我們必須6保護(hù)10秒以上,徹底有效杜絕接頭和收尾上的氧化。
焊接角焊縫位置和坡口對(duì)接時(shí),焊絲必須采用點(diǎn)加絲的方法進(jìn)行高溫熔滴過渡。 由于2205不銹鋼管的焊絲在焊接過程中具有較大的流動(dòng)粘度,焊縫的成型均為過渡成型。
所述焊絲池具有覆蓋有所述熔池的膜層,并沿著所述焊絲向前移動(dòng)。 在焊接結(jié)束時(shí),必須用刷子刷掉層與層之間的薄膜。 這種焊絲在填充這種氧化膜的過程中很容易在焊縫中添加缺陷造成。 角焊縫焊接時(shí)只能采用大角度堆焊。
不超過8毫米一個(gè)焊接毫米,超過該缺陷邊緣容易發(fā)生上述咬,在焊接材料的流動(dòng)這樣的差異本身將導(dǎo)致更大的底切。絲方式點(diǎn)到直線行走,行走為2mm點(diǎn),然后拉回,等等絲。這種焊縫可以在良好的信道壓力成型而獲得。
2205不銹鋼管坡口打底焊接工作時(shí)候,背面設(shè)計(jì)必須通過做好充氬保護(hù),打底焊接技術(shù)也是我們采用一個(gè)過渡點(diǎn)送絲。在焊接到搭橋點(diǎn)時(shí)候,必須把固定點(diǎn)切掉。然后把焊點(diǎn)進(jìn)行加熱下起弧在焊接,防止學(xué)生產(chǎn)生焊到固定點(diǎn)問題時(shí)候沒有電弧發(fā)飄。坡口打底結(jié)束后,用刷子刷亮焊縫。在層間填充和蓋面中這類焊絲只能自己用錢把焊接。不能用搖把焊接,因?yàn)槲覈?guó)鐵水流動(dòng)管理能力差導(dǎo)致無法把融池給攤開。只有飄把焊接方法才能達(dá)到勉強(qiáng)攤開融池。焊縫蓋面寬度過大時(shí)候同時(shí)也是需要采用壓層道焊接,最多就是不能使用超過3道。
掃一掃
服務(wù)熱線