熱門關鍵詞:
您好,歡迎來訪無錫鑫珊瑚鋼業(yè)限公司網站!
無錫誠信不銹鋼銷售商
誠信為本,服務至上,精進卓越,親和共生
全國服務熱線 17156356666
您好,歡迎來訪無錫鑫珊瑚鋼業(yè)限公司網站!


無錫鑫珊瑚鋼業(yè)有限公司
銷售一部:0510-83771578
鄭經理:13584181567
銷售二部:0510-83779578
鄭經理:17156356666
銷售三部:0510-83775178
傳真:0510-83775178
地址:無錫市北環(huán)路118號

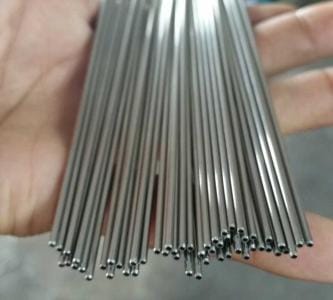
310s不銹鋼管是一種耐熱不銹鋼。具有良好的抗氧化性和耐腐蝕性。廣泛應用于離子交換膜電解堿液管道中,由于該材料的工藝要求較高,一旦基材和填充材料的合金元素不完整,焊接工藝不當,工作條件不佳,管道介質腐蝕,工作應力等原因將導致310s不銹鋼管道裂紋的嚴重缺陷。給生產帶來嚴重的隱患。因此,310s不銹鋼管裂紋的焊接修復成為重要的維修方法。
1.裂紋直接修復焊接
1.焊接前,在每10 mm處從裂紋兩端鉆出φ6mm裂紋停止孔,防止了裂紋在磨削和焊接過程中擴展。然后用角磨床對槽角α=60°,間隙BN 3.2mm,p=1.5mm的鈍邊槽進行磨。溝槽的長度要到孔洞之間的距離,并通過孔洞研磨焊縫和母材過渡表面,并將溝槽兩側的油、銹等雜物清理干凈。
2,ZX7-400A焊機,直流反向連接,焊接材料A 402,φ3.2mm到基座,填充和覆蓋表面,焊接電流為110 A。
三。采用熄弧焊進行底切,連續(xù)電弧焊進行填充和覆蓋,單底切、雙底填充和三層覆蓋。每個房間都徹底打掃干凈,每個接頭應該交錯大約15毫米,以確保沒有缺陷。焊接方向從左到右,焊接順序從下到上逐層。
4.焊接后焊縫應平整,其余高度h≤1mm,寬度≤4mm。
二、 挖補修復
疏浚修復是用等離子弧完全清除管道開裂部位,挖出150 mm寬的管道,這比在可見裂縫兩端的20 mm要好。然后根據(jù)母材的尺寸選擇相同軸線的相同材料塊,對切割部位進行焊接修復。
1.為了避免應力集中和焊縫的平穩(wěn)過渡,首先要將孔的切痕和貼片塊的邊緣磨成1mm,然后將四個角拋光成一個圓弧,最后切出V形槽,切出溝槽兩側的油。鐵銹和其他雜質都被清除了。建議的溝槽尺寸為:槽角α=60°,預留間隙b=3.2-4.0mm,鈍邊p1.5-2.0mm。焊接應嚴格控制間隙大小,且基本相同。
2。焊接設備與方法本焊機采用ZX7-400A或其他直流、硅整流逆變焊機,全部采用直流逆變,焊接過程電弧穩(wěn)定性好,飛濺小,進一步保證了焊接質量。氬弧焊用于管道底部焊接,防止電渣殘渣對設備的損壞。采用A402_3.2mm滅弧焊條的填料和蓋板。焊接電流控制在85-105A,每次淬火后冷卻3-4S后開始電弧。電極的擺動幅度越小,效果越好。
焊接時注意每個熔池。如果有缺陷,磨削后立即停止焊接并重新焊接。完成焊接后的顏色檢驗,在使用前沒有缺陷經過壓縮試驗合格。
從實踐上看,正確的維修和直接焊接操作更好地處理了裂紋,并能給生產帶來更大的效益。但是,它應該主要用于生產,而不需要更換條件。雖然效果很好,但如果條件允許,則應更換管道。最重要的是,管道在關鍵位置必須是主要材料和焊接材料的選擇。材料和焊接材料是否正確,決定了生產的穩(wěn)定性和成本水平。由于這是一種特殊的材料焊接,因此在操作過程中應具有較高的技術水平。
掃一掃
服務熱線