熱門關鍵詞:
無錫誠信不銹鋼銷售商
誠信為本,服務至上,精進卓越,親和共生
全國服務熱線 17156356666


無錫鑫珊瑚鋼業有限公司
銷售一部:0510-83771578
鄭經理:13584181567
銷售二部:0510-83779578
鄭經理:17156356666
銷售三部:0510-83775178
傳真:0510-83775178
地址:無錫市北環路118號

?
從加工工藝的角度分析了主要因素,不銹鋼方管管的影響有電極流量:,電解液濃度,電解液溫度,電流密度,電流波形,加工間隙,加工時間,工具電極等都會影響拋光效果形狀。
(1)電解液流速:當流速太慢時,陰極不銹鋼方管表面產生的氫不能快速除去,沉淀物和氧也保留在陽極表面。間隙中的溫度大大增加,并且兩極的表面經受濃差極化。
(2)電解質濃度和溫度:電解質濃度的差異通過控制電解質中的離子量直接影響電解質的電導率。在低濃度下,電解質的電導率隨著濃度的增加而線性增加。當達到高濃度范圍時,電導率的后期變化不再顯著。溫度對電化學處理的影響類似于濃度,主要是通過影響電解質中離子的運動。根據熱力學定律,離子的活性隨著溫度的升高而增加。電解質濃度和溫度對加工過程中的電流效率有直接影響,并且這種效應對于線性電解質和非線性電解質也是不同的。同時,當電解質的溫度和濃度改變時,電解質本身的粘度相應地改變,這又影響電解質的流動特性。因此,選擇合適的電解質濃度和溫度將直接影響不銹鋼方管的電化學拋光過程的拋光效率和加工速度。然而,電解質濃度和溫度對電化學處理效率的影響是復雜的。到目前為止,這方面的實驗研究還不夠。
(3)電流密度:對中不銹鋼方管在介紹電化學拋光的基本原理時,我們介紹了幾種陽極極化的陽極極化曲線。當電流密度處于不同的極化間隔時,材料的表面去除不同。為了確保不銹鋼方管的表面光潔度,盡可能在拋光間隔中控制材料去除方法。然而,結合當前的研究,可以發現電流密度的適當增加可以實現更好的表面處理質量。當然,其選擇還需要結合電解質濃度和電解質流速進行綜合考慮和分析。
(4)電流波形:如果一般直流電源不用于電化學拋光,則脈沖電源用于改變電流波形,并且由于處理期間電解質流動不均勻,陽極極化不均勻。由陰極和不銹鋼方管材料上的電化學沉積等因素引起的表面光潔度降低的問題將得到改善。在陽極中發生極化不均勻之前,等待工件表面的極化和沉淀物的消失,然后重新打開,等待表面光潔度,從而改善表面光潔度。脈沖電源一般使用單相半波電流或矩形波電流,使用可變極性電源時效果更明顯。當極性電流改變時,工具的陰極可以瞬間轉變為陽極,并且去除上述沉淀程度,從而改善不銹鋼方管的表面光滑度。
(5)加工間隙:加工間隙是電化學反應的主要場所。在處理間隙不同的情況下,內部電化學變化也非常復雜。電解液在加工間隙中的流動和間隙中的點流速和壓力分布直接影響間隙中的溫度,氫氣泡和沉積物的分布,從而影響每個位置的電導率,直接影響質量。獲得表面光潔度。對于普通工件表面的電化學拋光,陰極與陽極的最佳距離通常保持在100-300mm。
(6)處理時間:電化學拋光是隨時間變化的,用于去除不銹鋼方管表面。隨著處理時間的增加,表面處理質量逐漸變得更好。當工件的表面輪廓尖端效應變弱或在加工過程中消失時,處理時間對表面光潔度的影響也減小。考慮諸如處理效率的因素,需要考慮合適的電流密度和處理時間。
(7)工具電極微觀幾何形狀:眾所周知,普通電化學拋光的加工間隙通常設定為100-300mm,但由于小直徑不銹鋼方管內徑的尺寸限制,這顯然是不可能的。對于這種小間隙加工,工具電極的表面粗糙度不同,并且不銹鋼方管和工具電極表面上的點之間的加工間隙也改變。加工間隙將直接影響相應位置的電流密度。在間隙大的地方,電流密度相對較低,材料去除率低,并且在小的加工間隙中電流密度相對較大,并且材料去除率高。因此,工具電極表面的微觀幾何形狀在拋光的不銹鋼方管表面上形成不同的復制程度。
上述加工參數對表面加工質量的影響實際上是相互交織的。例如,所獲得的電解質的實際溫度是電解質的平均溫度,并且處理間隙中的電解質的溫度是不平衡的,并且存在溫度梯度。梯度與加工間隙,電解液流速等直接相關。
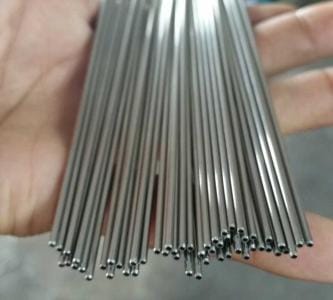
結合上述特性分析,可以發現電化學拋光是拋光小直徑不銹鋼方管內表面的有效手段。然而,由于管的內徑小和直徑大,這給實際拋光帶來了一些新的加工問題。如電解液更新,加工間隙保證等,很難通過普通的電化學拋光裝置和工藝在很小的空間內完成拋光工藝。有必要設計一種用于電化學拋光小直徑不銹鋼方管內表面的加工裝置和方法。
掃一掃
服務熱線